
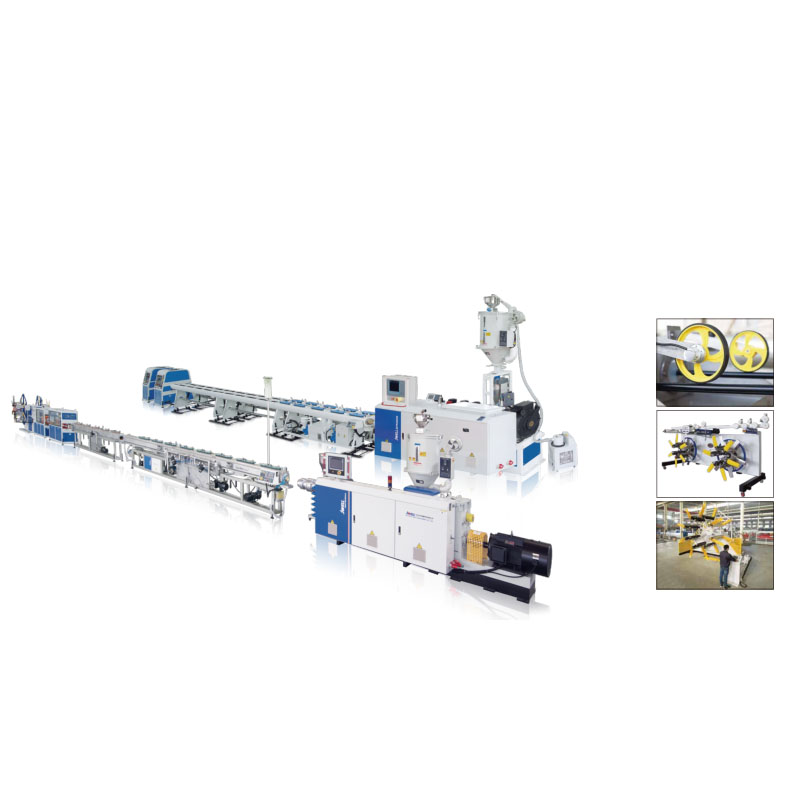
Мала линија за екструзија на цевки од HDPE/PPR/PE-RT/PA
Главен технички параметар

Перформанси и предности
Серво-контролирана единица за влечење со голема брзина со двоен ремен, која поддржува секач и намотувач со голема брзина без струготини, се прилагодува на брзото производство.
Линијата за екструдирање со двојна цевка може да го удвои производството и да зафаќа помалку фабрички простор.
HDPE цевката е флексибилна пластична цевка изработена од термопластичен полиетилен со висока густина, широко користена за пренос на флуиди и гасови на ниска температура. Во последно време, HDPE цевките добија широка употреба за транспорт на вода за пиење, опасен отпад, разни гасови, кашеста маса, противпожарна вода, атмосферска вода итн. Силната молекуларна врска на HDPE материјалите за цевки им овозможува да се користат за цевководи под висок притисок. Полиетиленските цевки имаат долга и истакната историја на употреба во индустриите за гас, нафта, рударство, вода и други индустрии. Поради нивната мала тежина и висока отпорност на корозија, индустријата за HDPE цевки е во огромен раст. Во 1953 година, Карл Циглер и Ерхард Холцкамп го открија полиетиленот со висока густина (HDPE). HDPE цевките можат задоволително да работат во широк температурен опсег од -2200 F до +1800 F. Сепак, употребата на HDPE цевки не се препорачува кога температурата на флуидот надминува 1220 F (500 C).
HDPE цевките се прават со полимеризација на етилен, нуспроизвод на маслото. Различни адитиви (стабилизатори, полнила, пластификатори, омекнувачи, лубриканти, бои, средства за забавување на пламенот, средства за дување, средства за вкрстено поврзување, адитиви што се разградуваат на ултравиолетово зрачење итн.) се додаваат за да се произведе конечната HDPE цевка и компоненти. Должината на HDPE цевките се прави со загревање на HDPE смолата. Потоа се екструдира низ калап, кој го одредува дијаметарот на цевководот. Дебелината на ѕидот на цевката се одредува со комбинација од големината на калапот, брзината на завртката и брзината на тракторот за влечење. Вообичаено, на HDPE се додава 3-5% јаглеродно црнило за да се направи отпорен на UV зрачење, што ги претвора HDPE цевките во црни по боја. Достапни се и други варијанти на бои, но обично не се користат често. Обоените или пругасти HDPE цевки обично се 90-95% црн материјал, каде што обоена лента е обезбедена на 5% од надворешната површина.
Категории на производи
-

Линија за екструзија на цевки со силиконски слој
-

Линија за екструзија на цевки со голем дијаметар од HDPE
-

Линија за ко-екструзија на повеќеслојни HDPE цевки
-

Брза линија за екструзија на цевки со заштеда на енергија MPP
-

Брза линија за екструзија на цевки од HDPE за заштеда на енергија
-

HDPE линија за екструзија на цевки за топлинска изолација